下载PDF
Tyco Fire Protection Products High Tech Case Study
技术
- 平台即服务 (PaaS) - 数据管理平台
适用行业
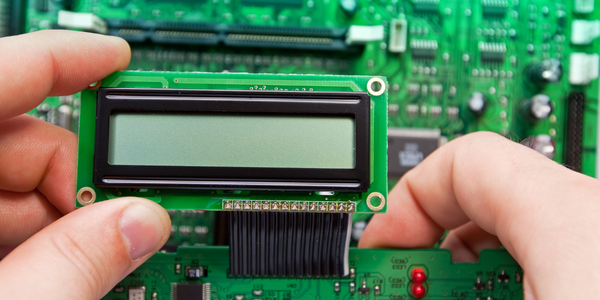
- 电子产品
适用功能
- 离散制造
- 产品研发
用例
- 自动化制造系统
服务
- 系统集成
- 软件设计与工程服务
挑战
Tyco Fire Protection Products needed to provide its new production factory in the Czech Republic with easy access to up-to-date design information. The factory was not originally part of Tyco, but belonged to a manufacturing company producing electronic products for various customers including Tyco. After the factory was purchased by Tyco, it needed to transition from its older ENOVIA MatrixOne system to Tyco’s ENOVIA Version 6 application, part of the 3DEXPERIENCE Platform from Dassault Systèmes. The transition had to be done quickly as Tyco management announced that MatrixOne would no longer be accessible after three months.
关于客户
Tyco Fire Protection Products, a business unit of Tyco International, is a leading provider of fire protection, detection, and mechanical building construction solutions for commercial, industrial, institutional, governmental, and residential customers. Headquartered in the US, Tyco Fire Protection Products (Tyco) recently reinforced its global presence with a new factory in Ráječko, Czech Republic. The manufacturing facility increases Tyco’s capability to support its European customers. The Ráječko factory works with a number of R&D departments, including one on site and others in Munich and London.
解决方案
The company implemented Dassault Systèmes’ 3DEXPERIENCE Platform, including ENOVIA Version 6, to manage its product data and processes and improve collaboration. Dassault Systèmes partner DYTRON, and Transcat, helped Tyco a lot – they implemented and customized ENOVIA based on Tyco's current requirements and protected their know-how by transferring their data to the new system. The data represented 8500 components and 4500 different products. Within three months, they were up and running on the new platform. The Ráječko factory works with a number of R&D departments, including one on site and others in Munich and London. They manage their bill of materials with third-party software. Consequently, data has to be exported from this software to an Excel spreadsheet and sent to them in a complete data package that also includes all the drawings and product specifications required for production.
运营影响
数量效益
相关案例.

Case Study
Remote Temperature Monitoring of Perishable Goods Saves Money
RMONI was facing temperature monitoring challenges in a cold chain business. A cold chain must be established and maintained to ensure goods have been properly refrigerated during every step of the process, making temperature monitoring a critical business function. Manual registration practice can be very costly, labor intensive and prone to mistakes.


Case Study
Cloud Solution for Energy Management Platform-Schneider Electric
Schneider Electric required a cloud solution for its energy management platform to manage high computational operations, which were essential for catering to client requirements. As the business involves storage and analysis of huge amounts of data, the company also needed a convenient and scalable storage solution to facilitate operations efficiently.

Case Study
Leveraging the IoT to Gain a Competitive Edge in International Competition
Many large manufacturers in and outside Japan are competing for larger market share in the same space, expecting a growing demand for projectors in the areas of entertainment, which requires glamor and strong visual performance as well as digital signage that can attract people’s attention. “It is becoming more and more difficult to differentiate ourselves with stand-alone hardware products,” says Kazuyuki Kitagawa, Director of Service & Support at Panasonic AVC Networks. “In order for Panasonic to grow market share and overall business, it is essential for us to develop solutions that deliver significant added value.” Panasonic believes projection failure and quality deterioration should never happen. This is what and has driven them to make their projectors IoT-enabled. More specifically, Panasonic has developed a system that collects data from projectors, visualizes detailed operational statuses, and predicts issues and address them before failure occurs. Their projectors are embedded with a variety of sensors that measure power supply, voltage, video input/ output signals, intake/exhaust air temperatures, cooling fan operations, and light bulb operating time. These sensors have been used to make the projector more intelligent, automatically suspending operation when the temperature rises excessively, and automatically switching light bulbs. Although this was a great first step, Panasonic projectors were still not equipped with any capability to send the data over a network.