


Case Studies.
Our Case Study database tracks 18,927 case studies in the global enterprise technology ecosystem.
Filters allow you to explore case studies quickly and efficiently.
-
(6)
- (5)
- (2)
- (1)
- View all
-
(6)
- (3)
- (2)
- (1)
- View all
-
(4)
- (4)
-
(2)
- (2)
-
(2)
- (2)
- View all 6 Technologies
- (3)
- (1)
- (1)
- (1)
- (1)
- View all 7 Industries
- (4)
- (4)
- (1)
- (2)
- (2)
- (1)
- (1)
- (1)
- View all 8 Use Cases
- (10)
Selected Filters
10 case studies

Remote Wellhead Monitoring
MOXA
Each wellhead was equipped with various sensors and meters that needed to be monitored and controlled from a central HMI, often miles away from the assets in the field. Redundant solar and wind generators were installed at each wellhead to support the electrical needs of the pumpstations, temperature meters, cameras, and cellular modules. In addition to asset management and remote control capabilities, data logging for remote surveillance and alarm notifications was a key demand from the customer. Terra Ferma’s solution needed to be power efficient, reliable, and capable of supporting high-bandwidth data-feeds. They needed a multi-link cellular connection to a central server that sustained reliable and redundant monitoring and control of flow meters, temperature sensors, power supply, and event-logging; including video and image files. This open-standard network needed to interface with the existing SCADA and proprietary network management software.
|
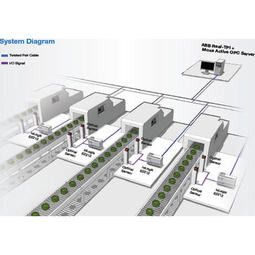
Improving Production Line Efficiency with Ethernet Micro RTU Controller
MOXA
Moxa was asked to provide a connectivity solution for one of the world's leading cosmetics companies. This multinational corporation, with retail presence in 130 countries, 23 global braches, and over 66,000 employees, sought to improve the efficiency of their production process by migrating from manual monitoring to an automatic productivity monitoring system. The production line was being monitored by ABB Real-TPI, a factory information system that offers data collection and analysis to improve plant efficiency. Due to software limitations, the customer needed an OPC server and a corresponding I/O solution to collect data from additional sensor devices for the Real-TPI system. The goal is to enable the factory information system to more thoroughly collect data from every corner of the production line. This will improve its ability to measure Overall Equipment Effectiveness (OEE) and translate into increased production efficiencies. System Requirements • Instant status updates while still consuming minimal bandwidth to relieve strain on limited factory networks • Interoperable with ABB Real-TPI • Small form factor appropriate for deployment where space is scarce • Remote software management and configuration to simplify operations
|
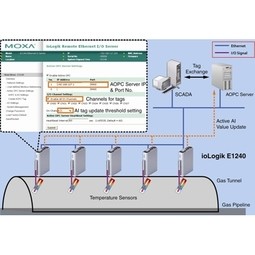
Remote Gas Pipeline Tunnel Temperature Monitoring System
MOXA
One of Singapore's leading engineering and system integration providers needed exactly the right solution for a challenging gas pipeline application. With experience in assembling systems for many different vertical markets such as oil and gas networks, factory automation, and building automation, this system integrator realized that monitoring the temperature of a gas pipeline tunnel is crucial for safe operations. In the confined space of a tunnel, temperature rises easily, and the overheating could cause pipeline fractures that could lead to gas leaks or even explosions. Meanwhile, the long and narrow dimensions inherent to a tunnel meant that more home run cables must be installed to link all the temperature gauge data acquisition I/O devices back to the pipeline's SCADA system, increasing cabling costs. With these stakes and in these conditions, the simple act of regularly taking the temperature transforms into a formidable yet absolutely necessary requirement. System Requirements • Real-time tunnel temperature monitoring to provide early excessive heat warnings • Data acquisition and system management with SCADA system • Ethernet data acquisition system, but with efficient, cost-effective wiring
|
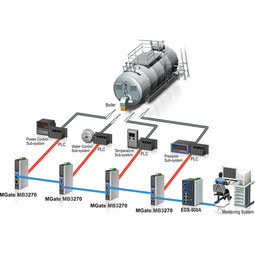
Boiler Control System for Plastic Manufacturing Applications
MOXA
Factory automation applications must be equipped to handle and monitor the myriads of information from attached devices. For plastic manufacturing applications, the boiler control system plays a critical role by gathering and regulating information to ensure production is accurate and smooth. In this particular case, the customer combines eight subsystems that include power meters, water meters, alarm output, displays, and I/O status to be controlled by several intelligent controllers with Modbus RTU interface. The Modbus TCP protocol is used for this application due to the distance. System Requirements: • Modbus serial to Modbus TCP translation • Multiple slaves/masters support • Automatic Modbus TCP response time detection
|
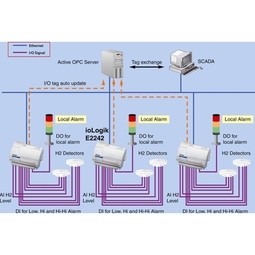
Intelligent and Active Gas Detection System for Semiconductor Manufacturing
MOXA
As one of the world's largest semiconductor manufacturers, our customer needs to continually refine and expand their manufacturing capabilities to meet the constant, ever-growing demand for electronics products. Semiconductor fabrication requires minute nanometer-scale operations using dangerous chemicals and gases. To continue growing their manufacturing capabilities while maintaining high levels of precision, the manufacturer expanded operations with a new plant which was to incorporate new gas detection alarm technology. System Requirements • Real-time alerts of abnormal gas levels on the supervisory control and data acquisition (SCADA) system • Local alarms with local control logic to alert personnel of high gas levels • Mixed analog and digital I/O solution for broader device compatibility • High reliability
|
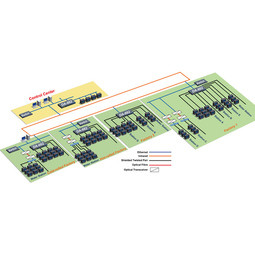
A Reliable Power Control Automation System for a Steel Factory
MOXA
One of the largest steel factories in China needed proper communication control units for data processing and protocol conversion with the devices at remote field sites. These computers would replace the IPCs and can easily create a distributed system at the front-end site with a centralized management platform at the back-end control center. This stainless steel factory has deployed a power substation system that contains several subsystems. Each subsystem uses smart meters, and needs to optimize resources, centralize management, and enhance efficiency. In addition, all distributed smart meters at the field site need to be centrally monitored and managed by a system called the “CCMS3000 central management system”, located at the control center. Each 35KV/10KV substation communicates with the back-end server via Intranet, and manages the centralized management and monitoring of the 35KV/10KV. The entire system aims to optimize the power network management and maintenance cost, enhance power distribution quality and management, and deliver real-time discovery, analysis, recording, and handling of problems. The CCMS300 central management system is expected to bring reliability to real-time monitoring of the operation status of all devices at the substations. It needs to perform several tasks, such as analyzing historical workload, power consumption, and system balance, as well as enhance system or device operation efficiency. This system includes four subsystems: Factory 1: Main Station: A communication cabinet includes a telecommunication control unit (DA-662), a switch, 2 optical transceivers, and communication units. Station C: A communication cabinet includes a serial device server (NPort 5430), an optical transceiver, and communication units. Station D: A communication cabinet includes a serial device server (NPort 5430), an optical transceiver, and communication units. The telecommunication control unit (DA-662) is responsible for collecting and controlling all data from stations A, B, C, D, E, and the water station from Factory 1. Factory 2: Main Station: A communication cabinet includes a telecommunication control unit (DA-662), and various communication units. This DA-662 is responsible for collecting and controlling all data from stations G, K, and the water station from Factory 1. Hot-rolled Factory: Main Station: A communication cabinet includes a telecommunication control unit (DA-662), a switch, an optical transceiver, and communication units. Substation: A communication cabinet includes a serial device server (NPort 5430), an optical transceiver, and communication units. The DA-662 is responsible for collecting and controlling all data from the hot-rolled factory and the hot-rolled water station. Cold-rolled Factory: Main Station: A communication cabinet includes a telecommunication control unit (DA-662), a switch, an optical transceiver, and communication units. Substation: A communication cabinet includes a serial device server (NPort 5430), an optical transceiver, and communication units. The DA-662 is responsible for collecting and controlling all data from the cold-rolled factory and the cold-rolled water station. The communication between the DA-662 and the back-end server is based on the TCP/IP IEC 106 protocol. System Requirements • Centralized and stable management platform for the distributed system • Front-end data processing for the field site devices • Protocol conversion among Modbus, DLT645, and TCP/IP IEC 104 • Redundant network architecture for continuous system operation • Easy integration with other communication system • Long MTBF to enhance system reliability
|
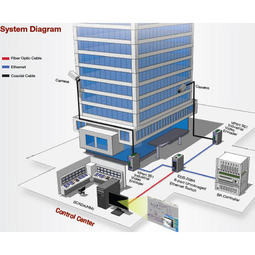
Video Networking Solution Facilitates Visual Management for Siemens DESIGO
MOXA
Incorporating video surveillance with SCADA/HMI systems is now a trend for automation applications. In general, the ActiveX Control component is required to embed video images in SCADA/HMI systems. In addition to installing the ActiveX Control components, programming is also required to properly facilitate video displays and control functions. Unfortunately, the kind of programming required can pose problems for automation system integrators because they are not familiar with video technology. Moxa is working with Siemens Taiwan Building Technologies (BT) Department to develop a userfriendly tool with graphical interface for Siemens DESIGO™ system, an up-to-date BA solution of freely programmable management and automation stations for the full spectrum of building services applications, to save time and effort with programming video related functions. System Requirements • Activate live video displays when an alarm is triggered at a remote site. • Remote PTZ camera control is required, including direction control and presets control. • Audio on/off functions
|
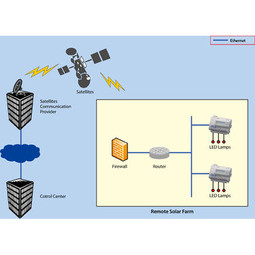
Bandwidth-Saving IO Solutions for a Solar Farm Lighting Control System
MOXA
A company in the renewable energy industry needed to find an I/O device which can operate within the demanding requirements of renewable energy systems. Renewable photovoltaic systems are one of the most sustainable and reliable energy technologies available today, and today more and more countries are deploying solar farms to harness the power of the sun to generate a clean power with low CO2 emissions. As an expert in the design, development, installation, and maintenance of photovoltaic systems since 1998, the company provides a solar farm remote monitoring service via satellite communications. However, satellite bandwidth is very limited. Their ideal I/O device must be able to operate in a low-bandwidth environment and support scheduling functions for better light management. System Requirements - I/O device that can overcome low bandwidth limitations - Scheduling function support for lighting systems - SNMP protocol support for remote device monitoring and control
|
Visual Management on Gas Tankers
MOXA
Gas tankers are massive ships with a limited crew, making them extremely difficult to monitor. Video surveillance systems, which use a large number of widely distributed devices, and fire prevention systems are both crucial elements of a gas tanker monitoring system.The system used for this application is a legacy analog CCTV surveillance system that is completely independent from the main monitor and control SCADA system. With this system, the administrator responds to an event by first using the SCADA system to locate the event, and then accesses the appropriate surveillance camera from the CCTV system to view the location. The goal is to upgrade the system so that only one step is required. This is done by integrating the CCTV surveillance system into the SCADA system, in which case the surveillance system becomes a SCADA sub-system, making centralized control and monitoring possible.System Requirements- Upgrade to an IP video surveillance system for integration with the existing SCADA system- Live video display (through the SCADA system)- Enable events in the SCADA system to automatically trigger live video display- All the devices need to be of rugged design and have an anti-explosion defense
|
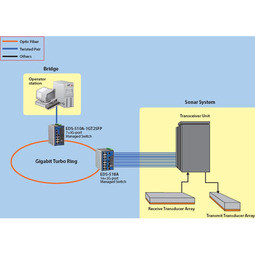
Real-time Networked Sonar System for Ships
MOXA
A multinational, knowledge-based corporation that delivers marine electronics solutions is utilizing industrial Ethernet technology to help ensure that operations at sea are dependable and optimal. Based in Europe, the company has nearly 4000 employees working in 20 countries around the world, and produces high-tech systems for offshore oil and gas operations, merchant marine systems, and various applications for the defense and aerospace industries. The company produces products and systems used by merchant vessels and offshore installations for positioning, navigation, automation, as well as for surveying and monitoring the seabed, and for fishing vessels and fi sheries research. As one of the major suppliers of high quality marine electronics in the world, their products include chart plotters for yachts, triple redundant dynamic positioning systems for oil drilling rigs, and sonar and instrument systems for scientifi c research vessels. Products used for marine applications must be rugged enough to endure the corrosive effects of salt water, and be able to withstand excessive amounts of vibration and shock. For this reason, the company only uses DNV and GL certified products and components to ensure that their systems can meet the high standards required by the maritime industry.
|
